One of the primary advantages of a full servo machine is its ability to synchronize the feeding of PVC (or other forming films) with the mold. But what happens when the film starts to “drift” or “snake” off-center?
PVC misalignment usually occurs due to inconsistent tension or mechanical interference. In a servo-driven system, if the tension sensor (dancer arm) isn’t calibrated correctly, the motor may pull the film too hard or too loosely. Additionally, if the guide rails are slightly worn or if there is dust buildup on the rollers, the friction changes, causing the material to shift.
Material Waste: The blisters won’t align with the punching die, leading to “half-cut” products.
Machine Jamming: Misaligned film can get caught in the sealing or cutting stations, causing a total halt.
Calibrate the Servo Tension: Ensure the software parameters for the unwinding motor match the specific thickness and weight of your PVC roll.
Check the Centering Device: Most modern machines include an automatic web-guiding system. Ensure the sensors are clean and the mechanical guides are locked in the correct position.
Regular Roller Cleaning: Use an anti-static cleaner to remove adhesive residue or dust from the transport rollers.

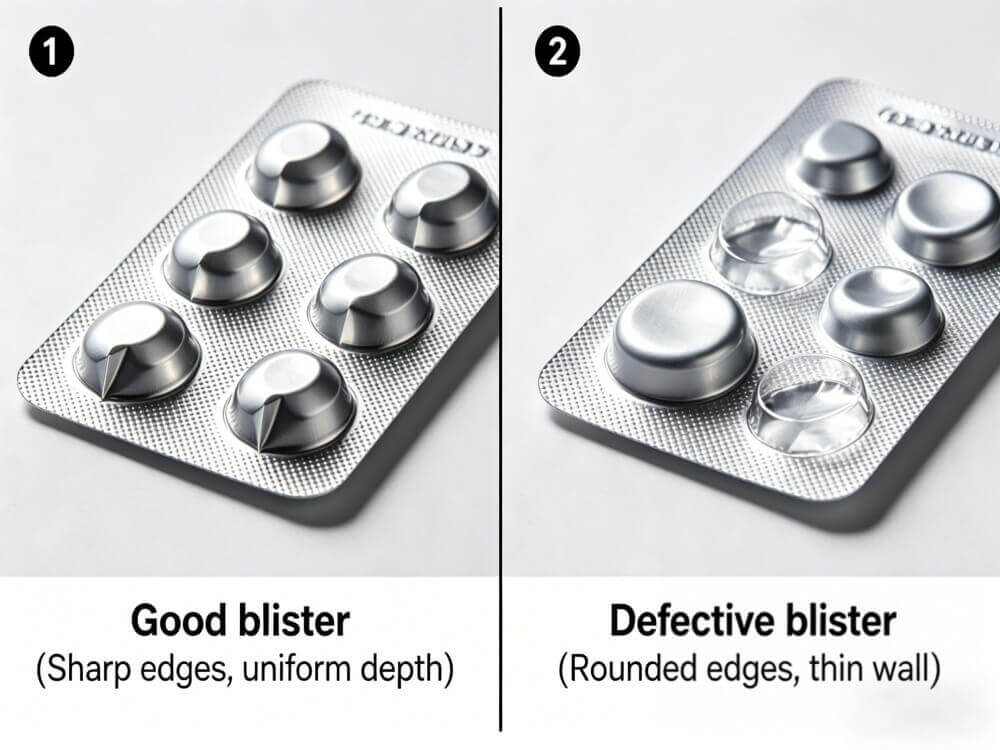
The “forming” stage is where the flat PVC is heated and blown (or sucked) into a mold to create the pocket. If the blister looks “soft,” collapsed, or uneven, you have a forming issue.
In a full servo machine, the timing of the forming stroke is precise, but the physics of heat and air remain constant.
Temperature Fluctuations: If the heating plate isn’t at the optimal temperature, the PVC won’t be pliable enough.
Air Pressure Drops: If your factory’s compressed air supply fluctuates, the machine won’t have enough “punch” to push the film into the corners of the mold.
Plug Assist Issues: For deep-draw blisters, the mechanical “plugs” must be perfectly timed by the servo motor. If they are a millisecond off, the wall thickness will be uneven.
Product Damage: If the pocket is too small, the tablet or capsule may be crushed during the feeding process.
Aesthetic Rejection: Overseas buyers, especially in the pharma sector, have zero tolerance for deformed packaging.
Optimize the PID Temperature Control: Don’t just set one temperature. Monitor the “actual” vs. “set” temperature on your HMI (Human Machine Interface).
Check the Vacuum/Air Lines: Ensure there are no leaks in the pneumatic hoses and that the air filter is clean.
Pre-heating Adjustment: Increase the contact time between the PVC and the heating plates if you are running the machine at higher speeds.
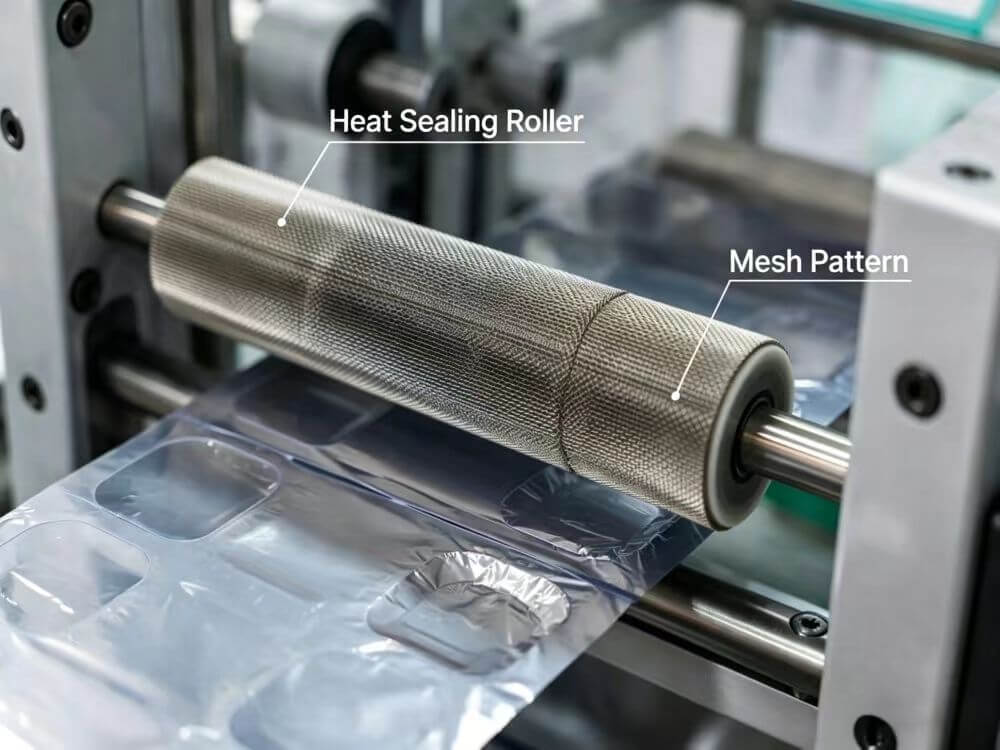
Heat sealing is the most critical step for product shelf-life. This is where the aluminum foil is bonded to the formed PVC. If this seal fails, the product is exposed to moisture and oxygen.
Even with servo-controlled pressure, sealing can fail if the “Golden Triangle” of sealing—Time, Temperature, and Pressure—is out of balance.
Contamination: Dust from the product (e.g., tablet powder) landing on the sealing flange prevents a tight bond.
Uneven Pressure: If the sealing mold is not perfectly level, one side of the blister card will be sealed tightly while the other is loose.
Worn Mesh Patterns: The “knurling” or mesh pattern on the sealing roller/plate wears down over time, reducing the surface area of the bond.
Leakers: Micro-gaps in the seal lead to compromised medication.
Failed Stability Tests: Your product will fail quality audits, leading to expensive recalls.
Pressure Mapping: Use pressure-sensitive film to check if the sealing plates are applying even force across the entire surface.
Clean the Sealing Plates: Use a brass brush to clean the mesh pattern daily to remove any carbonized plastic or foil residue.
Dwell Time Adjustment: On a full servo machine, you can easily adjust the “dwell time” (how long the plates stay closed) via the touchscreen. If you increase speed, you must often increase temperature or pressure to compensate.
While the problems mentioned above are common, the Full Servo nature of modern machines actually makes them easier to fix than old-fashioned mechanical link machines.
Digital Feedback: Servo motors provide real-time data. If a motor is struggling with tension, the HMI will throw a specific error code, telling you exactly where the problem is.
Recipe Management: You can save “recipes” for different materials. If you switch from PVC to ALU/ALU, the machine adjusts its timings automatically, reducing human error.
Less Wear and Tear: By eliminating many chains, gears, and belts, there are fewer mechanical parts to “go out of sync.”
A full servo blister packaging machine is a high-performance athlete. To keep it running at peak condition, you cannot ignore the basics. PVC alignment, forming precision, and sealing integrity are the three pillars of packaging quality.
By implementing a daily cleaning routine, calibrating your sensors monthly, and monitoring your HMI data, you can reduce rejects by up to 95%.
Are you looking to upgrade your packaging line or having trouble with your current setup? Our team of engineers specializes in full servo technology designed for the global market. Contact us today for a technical consultation or to browse our latest high-speed blister solutions.
Daily: Clean heating and sealing plates.
Weekly: Check air pressure stability and sensor alignment.
Monthly: Calibrate servo motor parameters and inspect mold wear.